
- Narzędzia skrawające
- Frezy
- Gratowniki NOGA
- Wytaczadła
- Pilniki obrotowe z węglika spiekanego
- Narzędzia z węglika spiekanego
- Wiertła rurowe
- Wiertła
- Narzędzia do gwintów
- Noże tokarskie
- Wytaczaki składane SmartCut i płytki
- Mikronarzędzia Carmex
- Rozwiertaki
- Pogłębiacze
- Płytki wieloostrzowe
- Piły i brzeszczoty
- Nawiertaki
- Otwornice
- Części zamienne DOLFAMEX
- Narzędzia MITSUBISHI
- Frezy ZPS - FRÉZOVACÍ NÁSTROJE a.s.
- Systemy do dozowania chłodziwa
- Ostrzarki PMW do wierteł
- FERVI
- Narzędzia pomiarowe
- Narzędzia ręczne i warsztatowe
- Narzędzia dynamometryczne
- Narzędzia udarowe
- Modułowe skrzynki narzędziowe King Tony
- Imadła, uchwyty, osprzęt
- Wiertła udarowe i dłuta do betonu
- Narzędzia do obróbki drewna i tworzyw drewnopodobnych
- Narzędzia diamentowe
- Narzędzia samochodowe
- Narzędzia ścierne
- Graphite
- Wyposażenie dodatkowe
- Promocje
- Spawalnictwo
- Vogel Germany Promocje
- Narzędzia do druku
- Wyprzedaże
 Nowości
Nowości- Promocje
35,84 zł
29,14 zł

30,06 zł
24,44 zł

195,77 zł
159,16 zł

233,24 zł
189,63 zł

675,40 zł
549,11 zł

1 086,80 zł
883,58 zł

4 034,00 zł
3 279,67 zł
867,00 zł
704,88 zł

31,87 zł
25,91 zł

35,54 zł
28,89 zł
Podaj swój adres e-mail, jeżeli chcesz otrzymywać informacje o nowościach i promocjach.
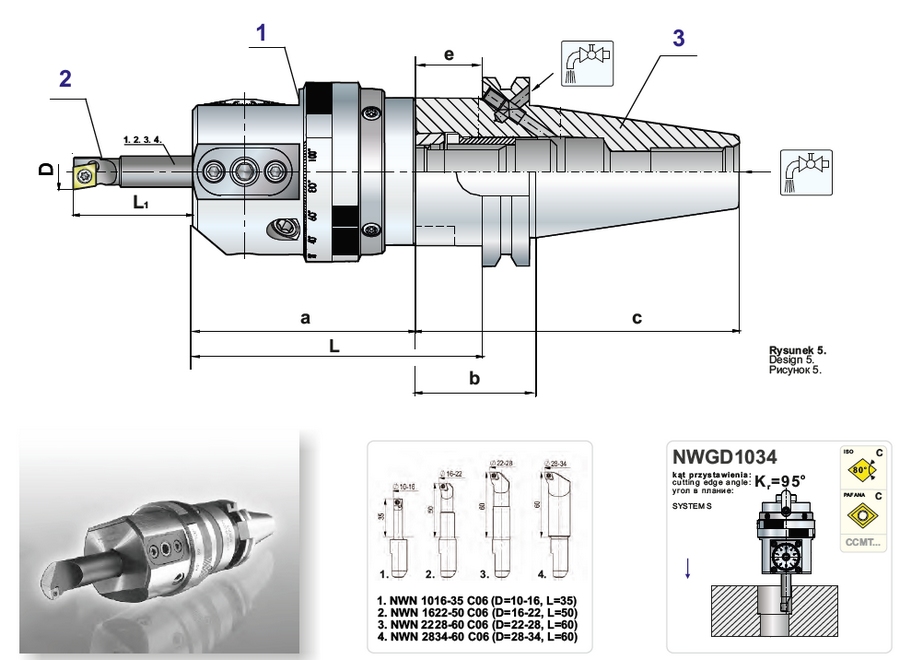
Głowica wytaczarska dokładna NWGD 1034 Pafana

Cena regularna:
Cena regularna:
towar niedostępny
Opis
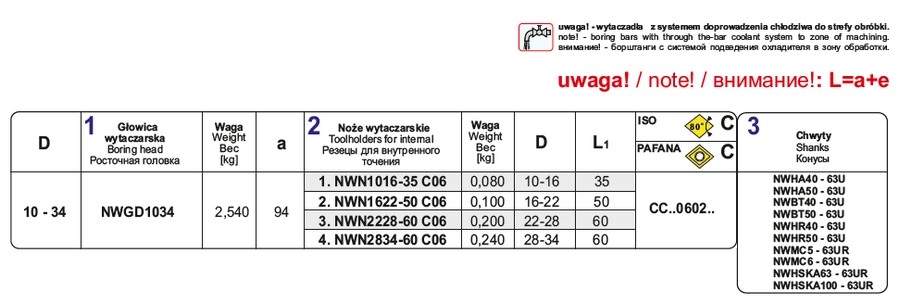
Narzędzie wytaczarskie dokładne NWGD do obróbki otworów o średnicach od 10 do 34 mm
Instrukcja obsługi głowicy wytaczarskiej NWGD1034
Wyposażenie głowicy NWGD1034 :
1. noże wytaczarskie w systemie S (płytka skrawająca CC..0602..):
NWN1016-35 C06 - zakres obrabianych średnic 10÷16 mm, długość wytaczania 35 mm
NWN1622-50 C06 - zakres obrabianych średnic 16÷22 mm, długość wytaczania 50 mm
NWN2228-60 C06 - zakres obrabianych średnic 22÷28 mm, długość wytaczania 60 mm
NWN2834-60 C06 - zakres obrabianych średnic 28÷34 mm, długość wytaczania 60 mm
2. klucz T7, klucze sześciokątne 4SMS i 6SMS.
Przygotowanie do pracy:
1. głowicę wytaczarską montujemy z jednym z wybranych chwytów stożkowych PAFANA używając
klucza sześciokątnego P-2916.00 (wyposażenie chwytu). Wartość momentu dokręcenia wynosi około 160 Nm
2. do noża wytaczarskiego montujemy płytkę skrawającą PAFANA typu CC.. 0602.. używając klucza T7
3. głowicę uzbrajamy w nóż wytaczarski o zakresie obrabianych średnic zgodnym z naszym zadaniem obróbkowym.
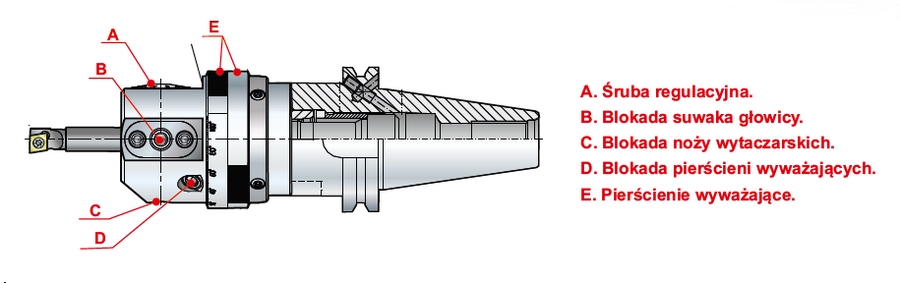
Nóż blokujemy wkrętem znajdującym się po przeciwnej, niż śruba regulacyjna, stronie głowicy (rys.- poz.C).
Używamy klucza sześciokątnego 6SMS.
Sposób uzyskiwania wymaganej średnicy otworu obrabianego.
Ze względu na zróżnicowane warunki pracy głowic wytaczarskich zaleca się dwuetapowe dochodzenie do żądanej średnicy
otworu obrabianego.
Etap 1
- nastawienie głowicy na średnicę mniejszą od wymaganej (o około 0.5 mm), - obróbka otworu,
- pomiar uzyskanej średnicy i ustalenie dokładnej wartości pozostałego naddatku.
Etap 2
- zwiększenie średnicy obrabianej, o wartość pozostałego naddatku, za pomocą skali na śrubie regulacyjnej, - obróbka otworu.
Zwiększanie średnicy obrabianej :
- upewnić się czy skala regulacyjna nie zmieniła swojego położenia (np. wskutek mikro drgań w procesie skrawania).
W tym celu obrócić śrubę regulacyjną w prawo do wyczuwalnego oporu,
- odkręcić śrubę blokującą o jeden obrót, - obrócić śrubę regulacyjną w prawo o ustaloną wartość,
- dokręcić śrubę blokującą, - rozpocząć obróbkę.
Zmniejszanie średnicy obrabianej przykładowo o 0.05 mm :
- upewnić się czy skala regulacyjna nie zmieniła swojego położenia (np. wskutek mikro drgań w procesie
skrawania); w tym celu obrócić śrubę regulacyjną w prawo do wyczuwalnego oporu,
- odkręcić śrubę blokującą o jeden obrót, - zapamiętać położenie skali regulacyjnej,
- obrócić śrubę regulacyjną w lewo o jeden pełny obrót,
- obrócić śrubę regulacyjną w prawo do pozycji o 5 działek elementarnych przed zapamiętanym położeniem skali,
- dokręcić śrubę blokującą, - rozpocząć obróbkę.
Zaleca się okresowe smarowanie ruchomych elementów głowicy smarem stałym.
Głowica jest wyposażona w 2 pierścienie wyważające.
Pierścienie są blokowane śrubą (rys.-poz.D).
Pierścienie wyważające są ustawione w pozycji „0” (rys.-poz.E).
W przypadku niekorzystnych warunków pracy,
tzn. niedostatecznej sztywności układu
„Obrabiarka - Uchwyt – Przedmiot – Narzędzie”,
konieczne jest wyważenie dynamiczne kompletu
(głowica wytaczarska, chwyt stożkowy, nóż wytaczarski).
Wyważenie narzędzia należy przeprowadzić w stanie gotowym
do pracy na urządzeniu do wyważania dynamicznego .
PFN PAFANA S.A. świadczy usługi w zakresie wyważania
dynamicznego narzędzi obrotowych.