
- Narzędzia skrawające
- Frezy
- Gratowniki NOGA
- Wytaczadła
- Pilniki obrotowe z węglika spiekanego
- Narzędzia z węglika spiekanego
- Wiertła rurowe
- Wiertła
- Narzędzia do gwintów
- Noże tokarskie
- Wytaczaki składane SmartCut i płytki
- Mikronarzędzia Carmex
- Rozwiertaki
- Pogłębiacze
- Płytki wieloostrzowe
- Piły i brzeszczoty
- Nawiertaki
- Otwornice
- Części zamienne DOLFAMEX
- Narzędzia MITSUBISHI
- Frezy ZPS - FRÉZOVACÍ NÁSTROJE a.s.
- Systemy do dozowania chłodziwa
- Ostrzarki PMW do wierteł
- FERVI
- Narzędzia pomiarowe
- Narzędzia ręczne i warsztatowe
- Narzędzia dynamometryczne
- Narzędzia udarowe
- Modułowe skrzynki narzędziowe King Tony
- Imadła, uchwyty, osprzęt
- Wiertła udarowe i dłuta do betonu
- Narzędzia do obróbki drewna i tworzyw drewnopodobnych
- Narzędzia diamentowe
- Narzędzia samochodowe
- Narzędzia ścierne
- Graphite
- Wyposażenie dodatkowe
- Promocje
- Spawalnictwo
- Vogel Germany Promocje
- Narzędzia do druku
- Wyprzedaże
 Nowości
Nowości- Promocje
35,84 zł
29,14 zł

30,06 zł
24,44 zł

195,77 zł
159,16 zł

233,24 zł
189,63 zł

675,40 zł
549,11 zł

1 086,80 zł
883,58 zł

4 034,00 zł
3 279,67 zł
867,00 zł
704,88 zł

31,87 zł
25,91 zł

35,54 zł
28,89 zł
Podaj swój adres e-mail, jeżeli chcesz otrzymywać informacje o nowościach i promocjach.
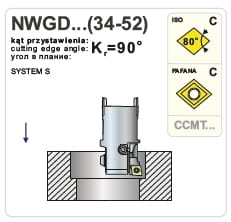
Głowica wytaczarska dokładna NWGD 4252 Pafana
Cena regularna:
Cena regularna:
towar niedostępny
Opis
Narzędzie wytaczarskie dokładne NWGD do obróbki otworów o średnicach od 42 do 52 mm
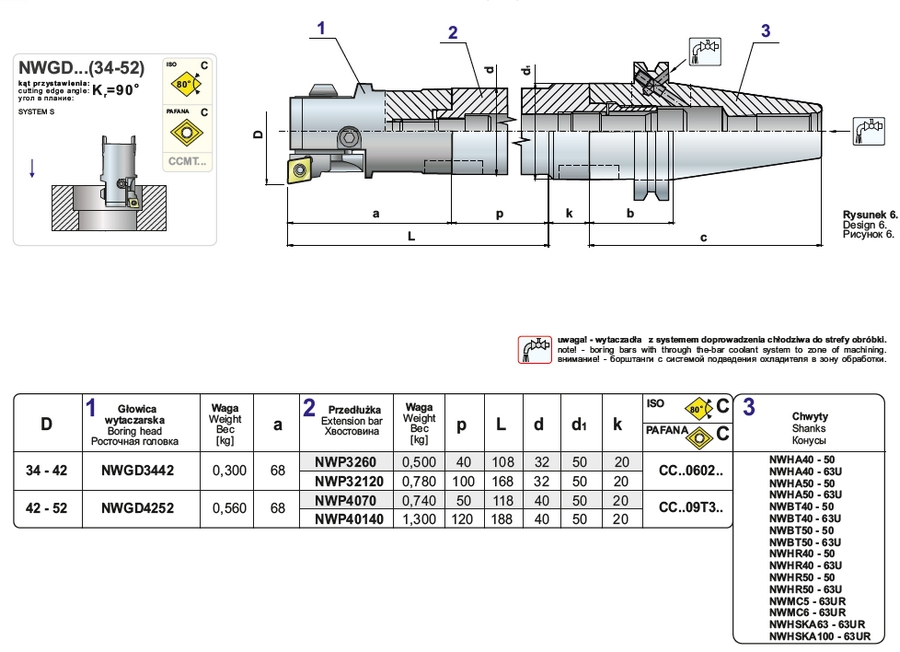

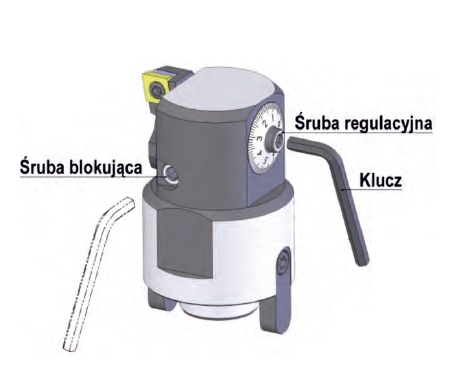
Instrukcja obsługi głowic wytaczarskich typu NWGD zakres średnic 34 - 260
Głowice wytaczarskie NWGD… przeznaczone są do obróbki dokładnej otworów przelotowych
i nieprzelotowych. Śruba regulacyjna wyposażona jest w skalę, której działka elementarna odpowiada
zmianie średnicy otworu obrabianego o 0.01 mm. Obracanie śruby regulacyjnej w prawo zwiększa
średnicę obrabianą a w lewo zmniejsza. Przed rozpoczęciem obróbki suwak głowicy należy
unieruchomić dokręcając śrubę blokującą. Regulację i blokowanie wykonuje się przy użyciu klucza
dostarczonego wraz z głowicą.
Sposób uzyskiwania wymaganej średnicy otworu obrabianego.
Ze względu na zróżnicowane warunki pracy głowic wytaczarskich zaleca się dwuetapowe dochodzenie do
żądanej średnicy otworu obrabianego.
Etap 1
- nastawienie głowicy na średnicę mniejszą od wymaganej (o około 0.5 mm),
- obróbka otworu,
- pomiar uzyskanej średnicy i ustalenie dokładnej wartości pozostałego naddatku.
Etap 2
- zwiększenie średnicy obrabianej, o wartość pozostałego naddatku, za pomocą skali na śrubie regulacyjnej,
- obróbka otworu.
Zwiększanie średnicy obrabianej :
- upewnić się czy skala regulacyjna nie zmieniła swojego położenia (np. wskutek mikro drgań w procesie
skrawania). W tym celu obrócić śrubę regulacyjną w prawo do wyczuwalnego oporu,
- odkręcić śrubę blokującą o jeden obrót,
- obrócić śrubę regulacyjną w prawo o ustaloną wartość,
- dokręcić śrubę blokującą,
- rozpocząć obróbkę.
Zmniejszanie średnicy obrabianej przykładowo o 0.05 mm :
- upewnić się czy skala regulacyjna nie zmieniła swojego położenia (np. wskutek mikro drgań w procesie
skrawania); w tym celu obrócić śrubę regulacyjną w prawo do wyczuwalnego oporu,
- odkręcić śrubę blokującą o jeden obrót,
- zapamiętać położenie skali regulacyjnej,
- obrócić śrubę regulacyjną w lewo o jeden pełny obrót,
- obrócić śrubę regulacyjną w prawo do pozycji o 5 działek elementarnych przed zapamiętanym położeniem
skali,
- dokręcić śrubę blokującą,
- rozpocząć obróbkę.
Zaleca się okresowe smarowanie ruchomych elementów głowicy smarem stałym.